
Geschraubte Verbindungen im Stahlbau
Produkte für den Stahlbau
HV - Garnituren für vorspannbare Schraubverbindungen

Sechskantschraube für HV-Garnitur gemäß DIN EN 14399-4
Stahl 10.9, feuerverzinkt (tzn), k-Klasse: K1

Sechskantmutter für HV-Garnitur gemäß DIN EN 14399-4
Stahl 10, feuerverzinkt (tzn), k-Klasse: K1

Flache Scheibe mit Fase für HV-Garnitur gemäß DIN EN 14399-6
Stahl, feuerverzinkt, Härte nach Vickers, HV min./max.: 300-370 HV
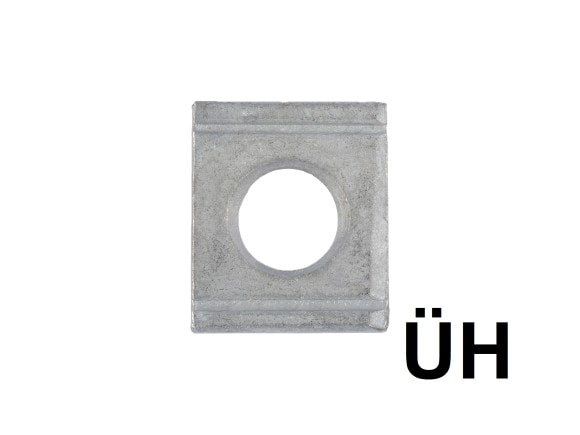
Scheibe, vierkant, keilförmig für HV-Schraube an U-Profi
DIN 6918, 295-350HV, Neigung 8%, feuerverzinkt (tzn)
Zum Produkt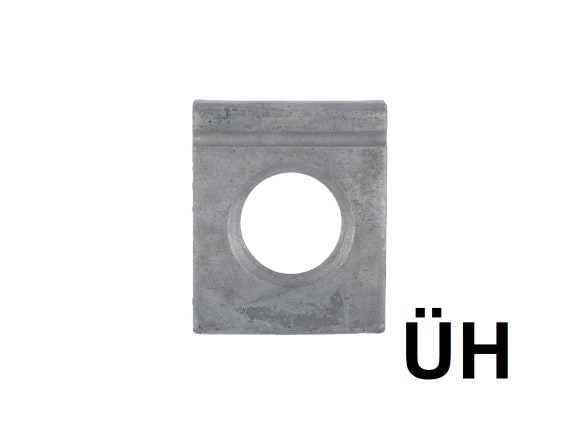
Scheibe, vierkant, keilförmig für HV-Schraube an I-Profil
DIN 6917, 295-350HV, Neigung 14%, feuerverzinkt (tzn)
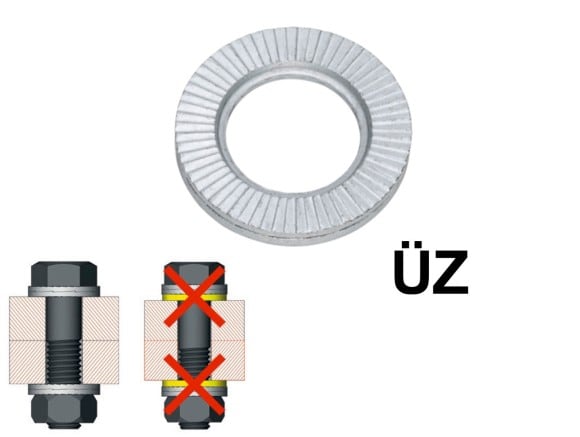
Keilsicherungsscheibe HLK für HV-Garnituren
Allgemeine bauaufsichtliche Zulassung Nr. Z-14.4-702
Stahl, Zinklamelle, 485 HV
HLK-Scheiben werden anstelle der regulären
HV-Scheiben verwendet.
SB-Garnituren für nicht vorgespannte Schraubverbindungen
SB-Garnitur nach DIN EN 15048-1
Schraube ISO 4017, A2-70, blank, mit Mutter ISO 4032
Edelstahl A2/70
Edelstahl A4/70
SB-Garnitur nach DIN EN 15048-1
Schraube ISO 4014, blank, mit Mutter ISO 4032
Edelstahl A2/70
Edelstahl A4/70


Keilsicherungsscheibe, schmale Form
- Edelstahl A4, 520 HV Zum Produkt

Keilsicherungsscheibe, breite Form
- Edelstahl A4, 520 HV Zum Produkt

SB-Garnitur nach DIN EN 15048-1
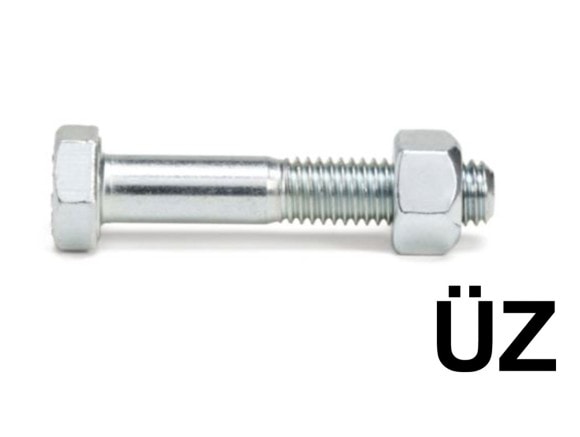
Schraube DIN 7990, Stahl 4.6, feuerverzinkt (tzn)
SB-Garnitur nach DIN EN 15048-1
Schraube DIN 7990, Stahl 5.6, feuerverzinkt (tzn)

Flache Scheibe DIN 7989-1
Stahl feuerverzinkt (tzn)
Für mutterseitige Montage in Kombination mit SB-Garnituren der Festigkeit 4.6 und 5.6

SB-Garnitur nach DIN EN 15048-1
Schraube ISO 4014, Stahl 8.8 feuerverzinkt (tzn)

SB-Garnitur nach DIN EN 15048-1
Schraube ISO 4017, Stahl 8.8 feuerverzinkt (tzn)

Flache Scheibe ohne Fase
ISO 7089, 200HV, feuerverzinkt (tzn)
Flache Scheibe ohne Fase
ISO 7089, 300HV, feuerverzinkt (tzn)
Flache Scheibe mit Fase
ISO 7090, 200HV, feuerverzinkt (tzn)
Flache Scheibe mit Fase
ISO 7090, 300HV, feuerverzinkt (tzn)


SB-Garnitur für den Regalbau
Allgemeine bauaufsichtliche Zulassung Z-14.4-758
Stahl, galvanisch verzinkt
Sechskantschraube ISO 4017, FK 8.8
Sechskantmutter mit Klemmteil, ISO 7042, FK 8
SB-Garnitur für den Regalbau
Allgemeine bauaufsichtliche Zulassung Z-14.4-758
Stahl, galvanisch verzinkt
Sechskantschraube ISO 4014, FK 8.8
Sechskantmutter mit Klemmteil, ISO 7042, FK 8
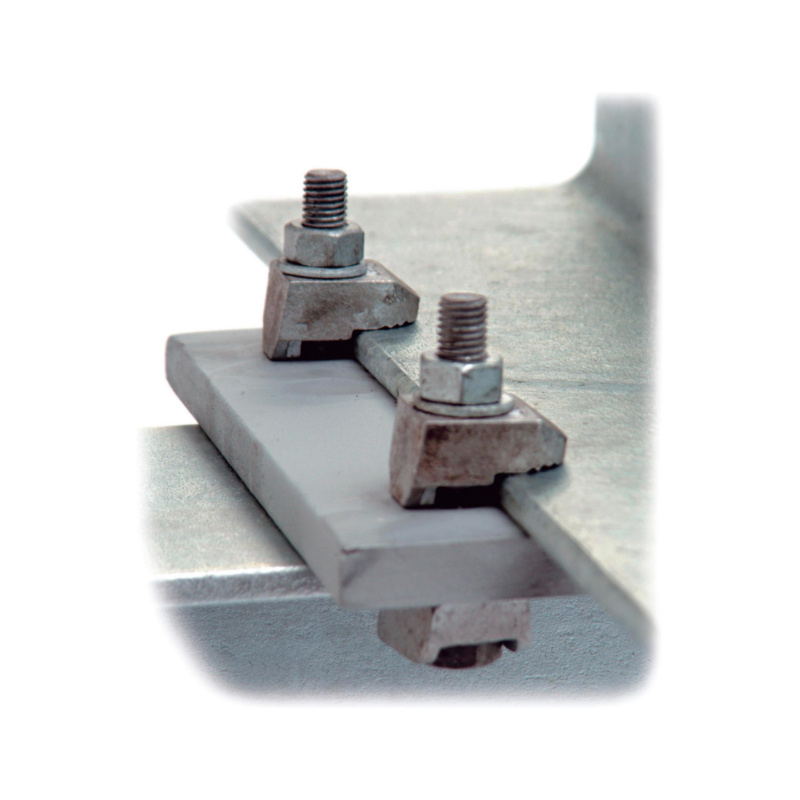
Würth – Trägerklemmen mit Übereinstimmungsnachweis

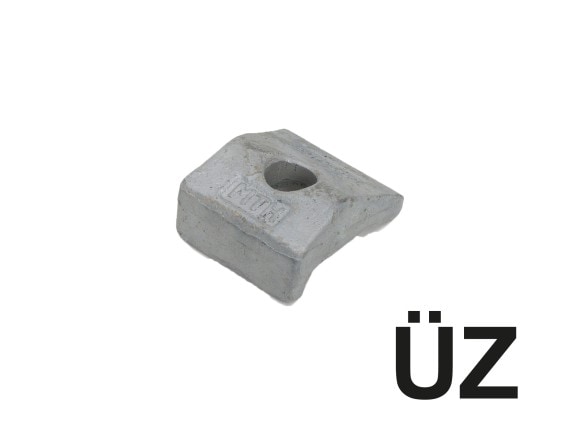
Trägerklemme TYP BA
Bei geradem und schrägem Flansch bis 8°
Sphäroguss (Gusseisen mit Kugelgraphit), feuerverzinkt

Trägerklemme TYP BB
Bei geradem und schrägem Flansch bis 8°
Sphäroguss (Gusseisen mit Kugelgraphit), feuerverzinkt

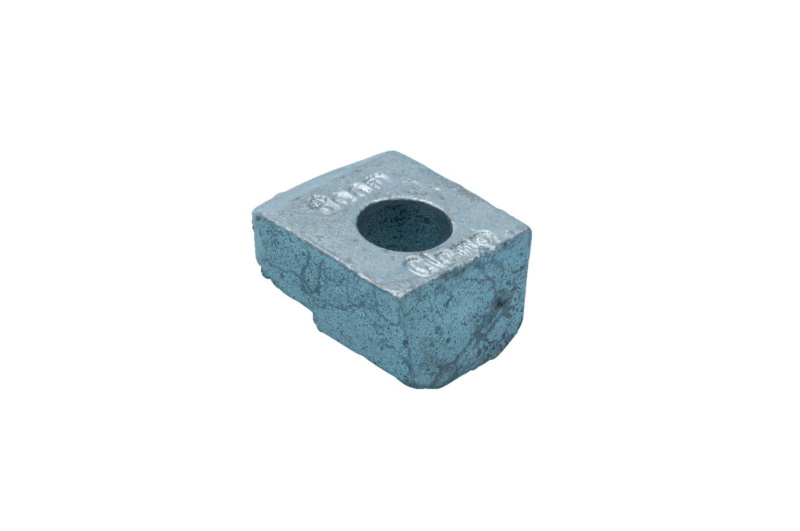
Distanzstück Typ BG1 für Trägerklemmen Typ BA und BB
Sphäroguss (Gusseisen mit Kugelgraphit), feuerverzinkt


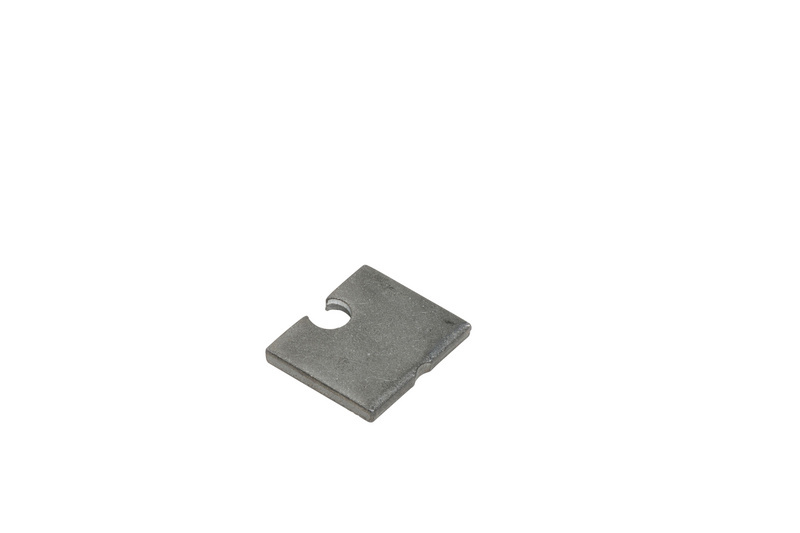
Distanzstück vierkant für MTH Trägerklemmen Nova Grip
Dicke: 5mm, Stahl (S235), verzinkt

Würth – Trägerklemmen ohne Übereinstimmungsnachweis

Trägerklemme TYP BK
Bei geradem und schrägem Flansch bis 15°
Sphäroguss (Gusseisen mit Kugelgraphit), feuerverzinkt

Trägerklemme TYP BT
Bei schrägem Flansch 8° - 10°
Sphäroguss (Gusseisen mit Kugelgraphit), feuerverzinkt
Trägerklemme TYP BW
Bei schrägem Flansch 8° - 10°
Sphäroguss (Gusseisen mit Kugelgraphit), feuerverzinkt
Distanzstück Typ BF1 für Trägerklemmen Typ BT und BW
Sphäroguss (Gusseisen mit Kugelgraphit), feuerverzinkt
Distanzstück Typ BG1 für Trägerklemmen Typ BT und BW
Sphäroguss (Gusseisen mit Kugelgraphit), feuerverzinkt

Trägerklemme TYP BE1
Bei geradem und schrägem Flansch bis 5°
Sphäroguss (Gusseisen mit Kugelgraphit), feuerverzinkt

Trägerklemme TYP BE2
Bei geradem und schrägem Flansch bis 5°
Sphäroguss (Gusseisen mit Kugelgraphit), feuerverzinkt

Distanzstück Typ BF2
für Trägerklemmen TYP BK, BE1 und BE2
Sphäroguss (Gusseisen mit Kugelgraphit), feuerverzinkt
Distanzstück Typ BG2
Für Trägerklemmen Typ BK, BE1 und BE2
Sphäroguss (Gusseisen mit Kugelgraphit), feuerverzinkt

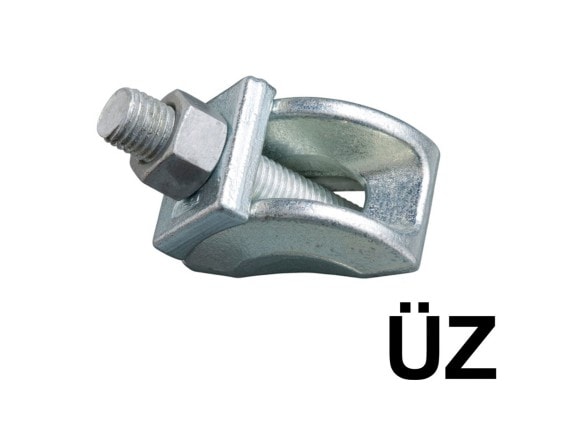
Trägerklemme Typ BC
greift um Flanschkanten von Profilen und Trägern.
Stahl feuerverzinkt

Trägerklemme Typ BD
greift um Flanschkanten von Profilen und Trägern.
Stahl feuerverzinkt
Würth Hohlprofilbefestiger Box Bolt



Spannschlossmuttern
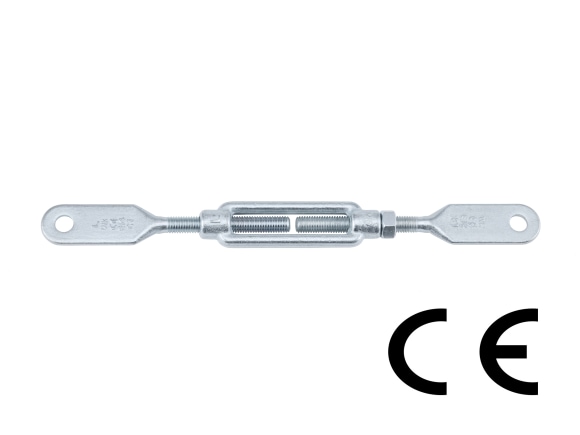

Spannschloss mit Blattschrauben und Kontermutter
DIN 1480 (offene Form), Stahl S235JR feuerverzinkt

Spannschlossmutter offene Form
DIN 1480 (offene Form), Stahl S235JR, feuerverzinkt (tzn)

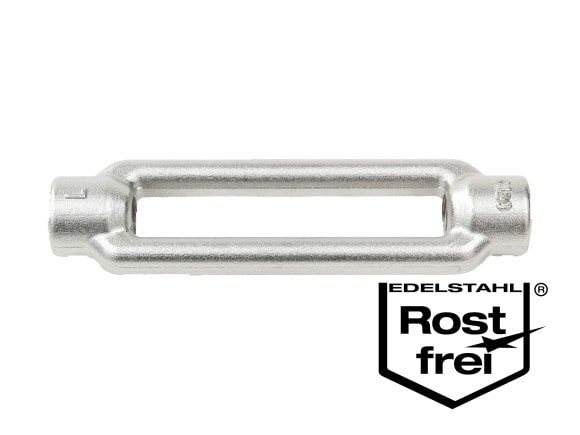
Spannschlossmutter aus Stahlrohr
DIN 1478 (aus Stahlrohr), Stahl L235 (S235JR), feuerverzinkt (tzn)

Anschweißenden



Anschweißenden für Spannschlösser
ohne Übereinstimmungszertifikat
DIN 34828, Edelstahl A4
Spannelemente Favor mit einer allgemeinen bauaufsichtliche Zulassung
mit allgemeiner bauaufsichtlicher Zulassung Z-14.4-670 (DIBt)
für Wind- und Stabilisierungsverbände in Stahlkonstruktionen bestehend aus:

Kurvenstück (Stahlguss S355, blank)
und
Passscheibe (Temperguss weiß, feuerverzinkt)
Spannelemente Bostra
mit allgemeiner bauaufsichtlicher Zulassung Z-14.4-670 (DIBt)
für Wind- und Stabilisierungsverbände in Stahlkonstruktionen bestehend aus

Kurvenstück (Temperguss weiß, feuerverzinkt)
und
Passscheibe (Temperguss weiß, feuerverzinkt)
Spannelemente Bevel
mit allgemeiner bauaufsichtlicher Zulassung Z-14.4-670 (DIBt)
für Wind- und Stabilisierungsverbände in Stahlkonstruktionen bestehend aus:
Kurvenstück (Stahl S355 geschmiedet, verzinkt)
und
Passscheibe (Stahl S355 geschmiedet, verzinkt)
Spannelemente Standard
für Wind- und Stabilisierungsverbände in Stahlkonstruktionen bestehend aus:

Kurvenstück (Temperguss weiß, blank)
und
Passscheibe (Temperguss weiß, feuerverzinkt)
Auszug aus dem Bereich Dübeltechnik für die Befestigung in Beton
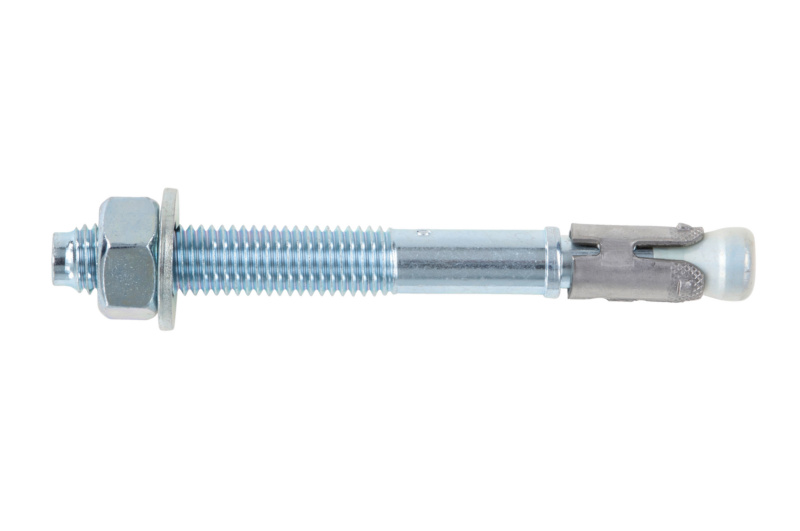
Fixanker W-FAZ/S
Zulassung ETA-99/0011 für Einzelbefestigung, Option 1, gerissener und ungerissener Beton
| Zulassungen | Prüfberichte | ||
|---|---|---|---|
| Europäische Technische Bewertung Option 1 für gerissenen und ungerissenen Beton | Feuerwiderstand Technical Report TR 020 R30-R120 | M8-M27 | Feuerwiderstand direkte Flammeneinwirkung |

Fixanker W-FAZ/A4
Zulassung ETA-99/0011 für Einzelbefestigung, Option 1, gerissener und ungerissener Beton
| Zulassungen | Prüfberichte | ||
|---|---|---|---|
| Europäische Technische Bewertung Option 1 für gerissenen und ungerissenen Beton | Feuerwiderstand Technical Report TR 020 R30-R120 | M8-M27 | Feuerwiderstand direkte Flammeneinwirkung |

Ankerstange W-VD-A/S

Ankerstange W-VD-A/A4
| Zulassungen | Prüfberichte |
|---|---|
| Europäische Technische Zulassung Option 8 für ungerissenen Beton | Feuerwiderstand direkte Flammeneinwirkung |
Injektionsmörtel WIT-NORDIC
(Einsetzbar bis ≥ –20°C) Europäisch Technische Bewertung ETA-12/0164 Option1
Ankerstange W-VD-A/S
Ankerstange W-VD-A/A4
| Zulassungen |
|---|
| Europäische Technische Bewertung Option 1 für gerissenen und ungerissenen Beton |

Ankerstange W-VIZ-A/S

Ankerstange W-VIZ-A/A4

Innengewindeanker W-VIZ-IG/S
| Zulassungen | Prüfberichte | Durchsteckmontage (M10-M24) |
|---|---|---|
| Europäische Technische Bewertung Option 1 für gerissenen und ungerissenen Beton sowie Erdbeben Leistungskategorie C1 und C2 | Feuerwiderstand direkte Flammeneinwirkung | Ringspalt zwischen Ankerstange und Anbauteil muss mit Mörtel WIT-VM 100 oder WIT-EXPRESS verfüllt sein. |
Schraubaufsatz Box Sok
Spezialwerkzeug für die Montage der Hohlprofilbefestiger Box Bolt

Universal - Hebeleisen
Zum Austarieren der Schraubenlöcher und Hebeln von Bauteilen. Gesamtlänge: 395mm, Sechskant,17mm, vernickelt

Drehmomentschlüssel
Mit ½“ Durchsteckvierkant – Antrieb
Messbereich: 60-300 Nm
Geeignet für Rechts- und Linksabzug


Zug- Ringschlüssel
Metrisch, abgekröpft, Antrieb: 12kant, Chrom-Vanadium-Stahl
Aufsteckrohr
mit Einrastsicherung, Stahl verchromt

Downloads
Alles rund um Verschraubungen im Stahlbau
Herstellerqualifizierung
Die EN 1090 Teil 1 regelt den Vorgang der Zertifizierung (CE) eines Unternehmens. Die EN 1090 Teil 2 regelt die Herstellung von Stahlkonstruktionen der Teil 3 die Herstellung von Aluminiumkonstruktionen. Die Zertifizierung von Unternehmen darf nur von einer vom DAkkS akkreditierten Stelle, den sogenannten „notified Bodys“ (z.B. TÜV oder Materialprüfanstalt) durchgeführt werden. Eine Übersicht der benannten Stellen kann in der NANDO-Datenbank eingesehen werden (NANDO-Datenbank).
Grundsätzlich wurden mit diesen Normen, im europäischen Raum, einheitliche Qualitätskriterien bei der Herstellung von Stahl- und Aluminiumkonstruktionen eingeführt. Ein zertifiziertes Unternehmen darf die CE-Kennzeichnung auf die von ihm hergestellten Produkte anbringen. Voraussetzung für die Anbringung der CE-Kennzeichnung ist, dass für das Produkt eine Leistungserklärung ausgestellt wurde.
Eine Hauptforderung der neuen Normen ist die Einrichtung einer „werkseigenen Produktionskontrolle“ (WPK). Die werkseigene Produktionskontrolle beinhaltet die Themen Qualitätssicherung und Qualitätsmanagement und schließt alle Bereiche eines Unternehmens ein, wie zum Beispiel Bemessung, Schweißen, Korrosionsschutz, mechanische Verbindungen, Ausrüstung des Betriebs und Mitarbeiterqualifikation. Der zu zertifizierende Betrieb erstellt ein Handbuch in dem alle betrieblichen Prozesse beschrieben sind, die Einfluss auf die (zu erklärenden) Leistungsmerkmale der hergestellten Produkte haben. Ergänzend dazu ist das Unternehmen verpflichtet, Ergebnisse von Prüfungen und weitere Unterlagen wie Werksbescheinigungen bzw. Abnahmeprüfzeugnisse (z.B. nach EN 10204) für mindestens 10 Jahre aufzubewahren.
...beschreiben in Klassen (bspw. EXC 1) zusammengefasste Anforderungen, die für die Ausführung der Stahlkonstruktion als Ganzes, eines einzelnen Bauteils oder eines Details eines Bauteils festgelegt sind. Es gibt vier Ausführungsklassen, bezeichnet als EXC1 bis EXC4, wobei die Anforderungen von EXC1 bis EXC4 ansteigen.
Bei der Zertifizierung der werkseigenen Produktionskontrolle muss beachtet werden in welche Ausführungsklasse (EXC 1 – EXC 4) die von einem Hersteller hergestellter Produkte fallen.
Ausführungsklasse EXC 1
In diese Ausführungsklasse fallen vorwiegend ruhend beanspruchte Bauteile oder Tragwerke aus Stahl bis zur Festigkeitsklasse S275, für die mindestens einer der folgenden Punkte zutrifft.
Tragkonstruktionen mit:
- max. zwei Geschosse aus Walzprofilen ohne biegesteife Kopfplattenstöße
- druck- und biegebeanspruchte Stutzen mit max. 3m Knicklänge
- Biegeträger mit max. 5m Spannweite und Auskragungen bis 2m
- Charakteristisch veränderliche Einwirkungen gleichmäßig verteilt bis max. 2,5 kN/m2 oder Einzelnutzlasten bis max. 2,0 kN
Tragkonstruktionen mit:
- max. 30° geneigten Belastungsebenen (z.B. Rampen) mit Beanspruchungen durch charakteristische Achslasten von max. 63kN oder charakteristische veränderliche gleichmäßig verteilte Einwirkungen/Nutzlasten von bis zu 17,5 kN/m2 in einer Höhe von max. 1,25m über festem Boden wirkend
- Treppen und Geländer in Wohngebäuden
- Wintergärten an Wohngebäuden
- Landwirtschaftliche Gebäude ohne regelmäßigen Personenverkehr (z.B. Scheunen, Gewächshäuser)
- Einfamilienhäuser mit bis zu 4 Geschossen
- Gebäude, die selten von Personen betreten werden, wenn der Abstand zu anderen Gebäuden oder Flächen mit häufiger Nutzung durch Personen mindestens das 1,5- fache der Gebäudehöhe beträgt.
Ausführungsklasse EXC 2
In diese Ausführungsklasse fallen vorwiegend ruhend und nicht vorwiegend ruhend beanspruchte Bauteile oder Tragwerke aus Stahl bis zur Festigkeitsklasse S700, die nicht den Ausführungsklassen EXC 1, EXC 3 und EXC 4 zuzuordnen sind.
Ausführungsklasse EXC 3
In diese Ausführungsklasse fallen vorwiegend ruhend und nicht vorwiegend ruhend beanspruchte Bauteile oder Tragwerke aus Stahl bis zur Festigkeitsklasse S700, für die mindestens einer der folgenden Punkte zutrifft:
- Großflächige Dachkonstruktionen von Versammlungsstätten/Stadien
- Gebäude mit mehr als 15 Geschossen
- Vorwiegend ruhend beanspruchte Wehrverschlüsse bei extremen Abflussvolumen
Folgende nicht vorwiegend ruhend beanspruchte Tragwerke oder deren Bauteile:
- Straßenbrücken, Eisenbahnbrücken, Fußgängerbrücken, Radwegbrücken
- Fliegende Bauten
- Türme und Masten (z.B. Antennentragwerke), zylindrische Türme (z.B. Stahlschornsteine)
- Kranbahnen
Ausführungsklasse EXC 4
In diese Ausführungsklasse fallen alle Bauteile oder Tragwerke der Ausführungsklasse EXC 3 mit extremen Versagensfolgen für Menschen und Umwelt, wie z.B.
- Fuß- und Radwegbrücken, Straßenbrücken und Eisenbahnbrücken (siehe EN 1991-1-7) über dichtbesiedeltem Gebiet oder über Industrieanlagen mit hohem Gefährdungspotential
- Nicht vorwiegend ruhend beanspruchte Wehrverschlüsse bei extremen Abflussvolumen´
- Sicherheitsbehälter in Kernkraftwerken
Die europäischen Stahlbaunormen schreiben explizit die Verwendung von Schraubengarnituren vor. Die Garnituren bestehen mindestens aus einer Schraube und einer Mutter. Bei HV-Garnituren aus einer Schraube, einer Mutter und zwei Scheiben. Diese Garnituren werden in der Verantwortung eines Herstellers zusammengestellt. Garnituren, die in Stahltragwerken, welche nach Eurocode 3 konstruiert und berechnet wurden, müssen einer der beiden europäisch harmonisierten "Schirm-Normen" EN 15048-1 oder EN 14399-1 entsprechen.
Es wird unterschieden in:
vorgespannte Schraubenverbindungen
Hierfür werden in der Regel Verbindungselemente verwendet die den Anforderungen der Grundlagennorm EN 14399-1 entsprechen. Wie z.B. HV-Schrauben/Muttern nach EN 14399-4 und Scheiben nach EN 14399-6.
Garnituren nach EN 14399-1 dürfen auch für nicht vorgespannte Schraubenverbindungen eingesetzt werden.

nicht vorgespannte Schraubenverbindungen
Hierfür werden Verbindungselemente verwendet, die den Anforderungen der Grundlagennorm EN 15048-1 entsprechen. Die DIN EN 15048-1 ist eine harmonisierte „Schirm-Norm“ und regelt die technischen Anforderungen an Garnituren für nicht vorgespannte Schraubenverbindungen aus Stählen und austenitischen, nichtrostenden Stählen (z.B. Stahlsorte A2 oder A4). Alternativ ist es auch zulässig für nicht vorgespannte Schraubenverbindungen HV-Garnituren nach der bekannten Produktnorm DIN EN 14399 einzusetzen.
Verbindungen von nichtrostenden Stählen
Verbindungselemente aus Stahl dürfen nicht für die Verschraubung von Teilen aus nichtrostenden Stählen verwendet werden. Sollte es doch notwendig sein, Teile aus nichtrostenden Stählen mit Stahlschrauben zu verbinden, müssen gegebenenfalls isolierende Elemente verwendet werden. In diesen Fällen ist es notwendig alle Parameter, wie zum Beispiel, Werkstoffe, Anziehparameter, etc. auf den jeweiligen Einsatzfall abzustimmen.
CE-Kennzeichnung
Bauprodukte dürfen CE gekennzeichnet werden, wenn sie einer harmonisierten europäischen Norm, einer ETAG-Leitlinie oder neu einer europäisch technischen Bewertung (ETA) entsprechen. Für diese Produkte muss eine Leistungserklärung erstellt werden. Mit der CE-Kennzeichnung ist der freie Handel innerhalb des europäischen Wirtschaftsraums gewährleistet. Beachtet werden müssen, vor der Verwendung eines Bauprodukts, in einem EU-Mitgliedsland sogenannte Schwellenwerte für bestimmte Leistungsmerkmale. Möglicherweise kann dadurch die Verwendung in bestimmten Ländern eingeschränkt sein.
Zu beachten ist, dass eine CE-Kennzeichnung meist nur für einen bestimmten Anwendungsbereich gilt. Insbesondere bei Verbindungselementen mit metrischen Gewinden ist zu beachten auf Basis welcher harmonisierten europäischen Norm die CE-Kennzeichnung erfolgt ist. Der zugelassene Verwendungszweck (bspw. "Garnituren für nicht vorgespannte Schraubenverbindungen im Metallbau") ist in der Leistungserklärung und zukünftig auch auf der CE-Kennzeichnung anzugeben.
Prüfbescheinigungen
Aufgrund der Vorgaben zur Identifizierbarkeit und Rückverfolgbarkeit von Konstruktionsmaterialien in der EN 1090-2 muss der Hersteller von Stahlbaukonstruktionen, Erzeugnisse mit den entsprechenden Prüfbescheinigungen beziehen, die Zuordnung zu Bauteilen oder dem Bauwerk vornehmen und dokumentieren. Für Schraubengarnituren muss vom Lieferanten eine Werksbescheinigung 2.1 (nach EN 10204) für Garnituren nach EN 15048-1 und ein Abnahmeprüfzeugnis 3.1 (nach EN 10204) für Garnituren nach 14399-1 bei der Bestellung mit angefordert werden.
Ausnahme: Wenn Schrauben der Festigkeitsklassen 8.8 und 10.9 mit einer Chargenidentifizierungskennzeichnung versehen sind und der Hersteller die Messwerte der Merkmale aus den Unterlagen der internen (werkseigenen) Produktionskontrolle auf Grundlage dieser Kennzeichnung rückverfolgen kann, darf die Prüfbescheinigung 3.1 nach EN 10204 weggelassen werden.
Bei Garnituren für Schraubenverbindungen (HV- und SB-Garnituren) lässt die EN1090-2, Kap. 5.2 also zu, dass auf eine Werksbescheinigung verzichtet werden kann, wenn diese Produkte mit einem Herstellungsloskennzeichen (Chargenkennzeichen) versehen sind.



Bauprodukte ohne CE-Kennzeichnung
Bauprodukte, für die keine harmonisierte europäische Norm (oder ETA) existiert, können nicht mit der CE-Kennzeichnung versehen werden. Für diese Produkte bestehen oft nationale technische Regeln oder technische Spezifikationen, welche ebenso vom Verwender von Bauprodukten berücksichtigt werden müssen. In Deutschland werden diese technischen Regeln/Spezifikationen in der Muster-Verwaltungsvorschrift Technische Baubestimmungen (MVV TB) bekannt gemacht und regelmäßig aktualisiert. Bauprodukte die in der MVV TB aufgeführt sind, bezeichnet man als geregelte und ungeregelte Bauprodukte. Geregelte und nicht geregelte Bauprodukte dürfen nur dann verwendet werden, wenn ihre Verwendbarkeit in dem für sie geforderten Übereinstimmungsnachweis (UH, UZ oder UHP) bestätigt ist und sie deshalb das Übereinstimmungszeichen (U-Zeichen) tragen.
Nebenbei einige Beispiele für Bauprodukte mit nationaler Zulassung.
Eine der wichtigsten Verbindungen im Stahlbau sind hochfeste vorspannbare Schraubenverbindungen für den Metallbau. In Europa werden überwiegend HV-Schrauben und HV-Muttern nach 14399-4 verwendet, sowie Scheiben nach EN 14399-5 oder EN 14399-6. „HV“ ist die Kurzbezeichnung einer Schraubenverbindung im Stahlbau mit hochfesten Schrauben der Festigkeitsklasse 10.9. „H“ steht dabei für hochfest, entsprechend den Anforderungen für die Festigkeitsklasse 10.9 und „V“ für „vorgespannt“. D.h. es ist möglich eine definierte Vorspannkraft auf die Verbindung, mit standardisierten Verfahren, aufzubringen. Zwar ist bei über 90% der Stahlbauverbindungen ein Vorspannen aus rechnerischen Gründen nicht nötig, da die Verbindungen nicht gleitfest ausgelegt sind, oft ist es in solchen Fällen aber üblich und sinnvoll die Verbindungen vorzuspannen, um Spalten zu schließen, den Widerstand gegen dynamische Belastungsanteile zu erhöhen oder die Verformung des Gesamtbauwerkes zu begrenzen. HV-Verbindungen sind daher für Anwendungen nach allen Ausführungsklassen ohne Einschränkung geeignet. Diese Produkte entsprechen der harmonisierten europäischen Norm EN 14399-1 und sind daher CE gekennzeichnet.
HV Schrauben
Schrauben der Festigkeitsklasse 10.9 mit großen Schlüsselweiten ermöglichen im Vergleich zu normalen Stahlbauschrauben eine bessere Ausnutzung der Schraubenfestigkeit. Dadurch werden bei gleichem Kraftschluss weniger HV-Schrauben benötigt, oder es können HV-Schrauben mit kleineren Abmessungen eingesetzt werden. Das führt zu Kosteneinsparungen bei geschraubten Verbindungen.
Charakteristisch für HV-Schrauben sind folgende Merkmale:
- Große Unterkopffläche: geringere Flächenpressung, geringeres Setzen
- Großer Unterkopfradius: geringere Kerbwirkung, bessere Dauerschwingfestigkeit
- Definierte Reibeigenschaften: ermöglicht planmäßiges Vorspannen
- CE-Kennzeichnung: Entspricht der harmonisierten europäischen Norm EN 14399-1 und darf damit im Anwendungsbereich der europäischen Bauprodukteverordnung (EU) 305/2011 verwendet werden.
- Kennzeichnung mit Chargennummer auf dem Schraubenkopf: Sicherheit durch dokumentierten Herstellprozess, der Hersteller kann aufgrund der werkseigenen Produktionskontrolle auf ermittelte Kennwerte zurückgreifen. Damit kann gemäß Norm EN 1090-1 auf das Abnahmeprüfzeugnis 3.1 nach DIN EN 10204 verzichtet werden.
HV-Muttern
HV-Muttern der k-Klasse K1 sind nach der europäischen Norm unabhängig vom aufgebrachten Korrosionsschutz immer mit einem speziellen Schmiermittel behandelt. Vom Anwender ist zu beachten, dass Muttern und Schrauben den gleichen k-Wert aufweisen und ebenso wie die Scheiben vom gleichen Garniturenhersteller kommen.
Für nicht vorgespannte Schraubenverbindungen im Metallbau müssen nach EN 1090-1 ebenso Schraubengarnituren verwendet werden. Schraubengarnituren für nicht vorgespannte Schraubenverbindungen müssen der harmonisierten europäischen Norm EN 15048-1 entsprechen. Schrauben nach dieser Norm haben, neben dem Herstellerkennzeichen und der Festigkeitsklasse, das Kennzeichen SB (für Structural Bolting) auf dem Schraubenkopf.
Die Norm EN 15048 definiert folgende Grundanforderungen an Garnituren:
- Maße und Toleranzen müssen in einer europäischen oder internationalen Produktnorm beschrieben sein (Noch gültige nationale Normen (z.B. DIN) sind ebenso möglich)
- Die komplette Garnitur muss im Zugversuch die vorgeschriebene Mindestbruchkraft erfüllen
- Die sonstigen, in den einzelnen Komponenten-Produktnormen enthaltenen Regelungen hinsichtlich Werkstoff und mechanischen Eigenschaften sind ebenfalls einzuhalten
- Schrauben und Muttern müssen zusätzlich zum Herstellerkennzeichen und dem Kennzeichen der Festigkeitsklasse mit dem Zusatzkennzeichen „SB“ für Structural Bolting versehen sein
- Gilt nur für Nenndurchmesser M12 – M39
- Festigkeitsklassen von Schrauben 4.6, 5.6, 8.8, 10.9
- Festigkeitsklassen von Muttern 5, 6, 8, 10, 12
Gleichzeitig erfüllt eine Garnitur nach DIN EN 15048 auch die europäische harmonisierte Bauprodukteverordnung (EU) 305/2011.
Gemäß dem europarechtlichen Status der DIN EN 15048-1 als harmonisierte europäische Norm, muss die werkseigene Produktionskontrolle (WPK) des Garniturenherstellers durch eine „notifizierte“ Stelle (z.B. TÜV) zertifiziert (System 2+) sein. Das muss, neben anderen Informationen, durch das CE-Kennzeichen auf der Verpackung bestätigt werden.
Nach der neuen Normungslage ist es grundsätzlich möglich jegliche Kopf- und Schaftform, die die Anforderungen hinsichtlich Zugbeanspruchbarkeit erfüllt, sofern sie als Garnitur von einem entsprechend zertifizierten Hersteller zur Verfügung steht für nicht vorgespannte Schraubverbindungen zu verwenden. Zurzeit sind Schrauben nach ISO 4014, ISO 4017, DIN 7990, DIN 7968, Muttern nach ISO 4032 und Scheiben nach ISO 7089, ISO 7090, ISO 7091, DIN 7989-1 bzw. -2 erhältlich.
Die DIN EN 15048-1 ist beschränkt auf die Gewindegrößen von M12 – M39. Andere Durchmesser werden jedoch nicht generell ausgeschlossen.
Die EN 1090-2 fordert, dass die Korrosionsbeständigkeit von Anschlüssen und Verbindungsmitteln vergleichbar sein muss, mit den für ein Bauteil festgelegten Korrosionsbeständigkeiten. Da im Stahlbau, in den wohl allermeisten Fällen, die Konstruktionen feuerverzinkt werden, sind somit auch feuerverzinkte Schraubengarnituren einzusetzen.
Würth-HV-Garnituren zeichnen sich durch einen hochwertigen Korrosionsschutz aus. Die Schichtdicke der Feuerverzinkung beträgt min. 40 μ, dadurch wird auch in aggressiver Umgebungsatmosphäre ein langjähriger Korrosionsschutz erreicht.
Die Verzinkung erfolgt gemäß der DIN EN ISO 10684 unter Berücksichtigung darüber hinausgehender Festlegungen wie beispielsweise der DASt 021Richtlinie die dem derzeitigen Stand der Technik zur Herstellung feuerverzinkter Schrauben entsprechen. Das Schneiden des Muttergewindes und die Schmierung der Muttern (HV-Muttern) unter Prozessbedingungen erfolgt nach der Feuerverzinkung, um die Passfähigkeit des Gewindes sicherzustellen und durch spezielle Schmierung ein einheitliches Anziehverhalten zu gewährleisten. Den Korrosionsschutz des dann unverzinkten Muttergewindes übernimmt, nach der Montage, der Zinküberzug des Schraubenbolzens durch kathodischen Korrosionsschutz. Um die Funktionsfähigkeit einer Schraubengarnitur zu gewährleisten sind nur komplette Garnituren (Schraube, Mutter und Scheiben) eines Herstellers zu verwenden.
Anwendungsbeschränkungen in Deutschland
Ergänzend zu den Regelungen der EN 1993 bzw. EN 1090 bestehen in Deutschland Anwendungsbeschränkungen hinsichtlich Korrosionsschutzbeschichtungen auf Schrauben der Festigkeitsklasse 8.8 und 10.9.
Im Anwendungsbereich der vorher genannten Normen dürfen keine galvanisch verzinkten Schrauben der Festigkeitsklasse 8.8 und 10.9 verwendet werden.
Geschraubte Verbindungen werden gemäß EN 1993-1-8 in die Kategorien A bis E eingeteilt. Die Kategorien A, B und C beinhalten Vorgaben für Scherverbindungen. Die Kategorien D und E beinhalten Vorgaben für Zugverbindungen.
Für die Baupraxis hat die Kategorie A die mit Abstand größte Bedeutung. Gleitfeste Verbindungen nach den Kategorien B und C kommen nur seltener zur Anwendung. Sie erfordern eine Behandlung der Reibflächen zur Sicherstellung der Reibung. Bezüglich des Tragverhaltens bieten sie bei ermüdungsbeanspruchten Verbindungen, d.h. bei häufig veränderlichen Beanspruchungen, Vorteile.
Kategorie A: Scher-/Lochleibungsverbindungen (SL)
Bei Scher-/Lochleibungsverbindungen (SL-Verbindungen) erfolgt die Kraftübertragung durch Beanspruchung der Schraube auf Abscherung und durch Beanspruchung der Lochleibung zwischen Schraubenschaft beziehungsweise Schraubengewinde und Lochwandung. Für SL-Verbindungen können Schrauben der Festigkeitsklassen 4.6, 5.6, 8.8, 10.9 (SB und HV) verwendet werden. SL-Verbindungen konnten meist nur handfest angezogen werden. Vorspannung und besondere Oberflächenbehandlungen sind in der Regel nicht erforderlich. Zum Schließen eventuell vorhandener Spalten oder zur generellen Erhöhung der Gebrauchstauglichkeit werden aber auch SL-Verbindungen oft vorgespannt.
Zu beachten ist, dass der berechnete Wert, der einwirkenden Scherkraft, auf die Schraube, nicht größer sein darf als:
- Die Schertragfähigkeit der verwendeten Schraube
- Der berechneten Wert des Lochleibungswiderstandes der verspannten Bauteile
Kategorie B: Gleitfeste Verbindungen im Grenzzustand der Gebrauchstauglichkeit(GLV)
Bei gleitfesten Verbindungen erfolgt die Übertragung der einwirkenden Kräfte senkrecht zur Schraubenachse durch Haftreibung in den Kontaktflächen zwischen den zu verschraubenden Bauteilen. Für gleitfeste Verbindungen der Kategorien B werden hochfeste Schrauben der Festigkeitsklasse 8.8 (HR) und 10.9 (HV) verwendet, die kontrolliert (planmäßig) vorgespannt werden. Im Grenzzustand der Gebrauchstauglichkeit darf in der Regel kein Gleiten auftreten, daher müssen die Kontaktflächen der zu verschraubenden Bauteile über eine entsprechende Kontaktflächenbehandlung (Strahlen oder lackieren) verfügen.
Der errechnete Wert der einwirkenden Scherkraft im Grenzzustand der Gebrauchstauglichkeit darf in der Regel nicht größer sein als:
- Der errechneten Wert des Gleitwiderstandes
Der errechnete Wert der einwirkenden Abscherkraft im Grenzzustand der Tragfähigkeit darf in der Regel nicht größer sein als:
- Der errechnete Wert der Schertragfähigkeit und des Lochleibungswiderstandes
Kategorie C: Gleitfeste Verbindungen im Grenzzustand der Tragfähigkeit (GLV)
Bei gleitfesten Verbindungen erfolgt die Übertragung der einwirkenden Kräfte, senkrecht zur Schraubenachse durch Haftreibung in den Kontaktflächen zwischen den zu verschraubenden Bauteilen. Für gleitfeste Verbindungen der Kategorien C werden hochfeste Schrauben der Festigkeitsklasse 8.8 (HR) und 10.9 (HV) verwendet, die kontrolliert (planmäßig) vorgespannt werden.
Im Grenzzustand der Tragfähigkeit darf kein Gleiten auftreten, daher müssen die Kontaktflächen der zu verschraubenden Bauteile über eine entsprechende Kontaktflächenbehandlung (Strahlen, Lacke) verfügen.
Der errechnete Wert der einwirkenden Scherkraft im Grenzzustand der Tragfähigkeit darf nicht größer sein als:
- Der errechnete Wert des Gleitwiderstandes und des Lochleibungswiderstandes
Zusätzlich darf bei zugbeanspruchten Schraubenverbindungen der errechnete Wert des plastischen Widerstands des Nettoquerschnitts im kritischen Schnitt durch die Schraubenlöcher Nnet,Rd (siehe EN 1993-1-1,6.2) nicht überschritten werden.
Kategorie D: Nicht vorgespannt
Bei zugbeanspruchten Schraubenverbindungen erfolgt die Beanspruchung in Richtung der Schraubenachse.
Für Verschraubungen der Kategorie D können Schrauben der Festigkeitsklassen 4.6, 5.6, 8.8 und 10.9 (SB oder HV) verwendet werden. Schraubenverbindungen der Kategorie D werden handfest angezogen. Eine besondere Behandlung der Kontaktflächen zwischen den zu verschraubenden Bauteilen ist nicht erforderlich.
Diese Kategorie darf bei Verbindungen, die häufig wechselnden Zugbeanspruchungen ausgesetzt sind, nicht verwendet werden. Der Einsatz in Verbindungen, die durch normale Windlasten beansprucht werden, ist dagegen erlaubt.
Kategorie E: Vorgespannt
Bei zugbeanspruchten Schraubenverbindungen erfolgt die Beanspruchung in Richtung der Schraubenachse.
Für Verschraubungen der Kategorie E können hochfeste Schrauben der Festigkeitsklassen 8.8 (HR) und 10.9 (HV) verwendet werden. Schraubenverbindungen der Kategorie E werden kontrolliert (planmäßig) vorgespannt auf die Mindestvorspannkraft nach EN 1090-2. Die Kontaktflächen der zu verschraubenden Bauteile müssen über eine entsprechende Kontaktflächenbehandlung (Strahlen, Lacke) verfügen. Vereinzelt werden Schrauben in solchen Verbindungen durch hohe Scher- und hohe Zugkräfte beansprucht, so dass dann auch die Kombination nachzuweisen ist.
Um in der Gewindepaarung von Schraube und Mutter ausreichend Platz für den recht dicken Überzug zu schaffen, haben sich zwei unterschiedliche Vorgehensweisen bewährt. Ausgehend von der Nulllinie des Gewindetoleranzsystems wird der Platz für den Überzug entweder in das Schrauben- oder das Muttergewinde gelegt. Diese Vorgehensweisen dürfen nicht gemischt werden. Eine Mischung der in Tabelle 4 dargestellten.
Vorgehensweisen 1 und 2 führt entweder zu einer Herabsetzung der Tragfähigkeit der Verbindung oder zu Montageproblemen.
| Gewindetoleranz der Mutter | Gewindetoleranz der Schraube vor dem Verzinken | |
|---|---|---|
| Verfahren „1“ | 6AZ/6AX | 6g/6h |
| Kennzeichnung | „Z“ oder „X“ | Keine |
| Verfahren „2“ | 6H/6G | 6az |
| Kennzeichnung | keine | „U“ |
Die Sonderkennzeichnung wird im Anschluss an die Kennzeichnung der Festigkeitsklasse angebracht.
Im Zuge der Umsetzung der europäischen Bauproduktenrichtlinie wurden für Verbindungselemente im Stahl- und Metallbau europäische Normen erarbeitet, die die früheren deutschen DIN Normen zum Großteil abgelöst haben. Eine Übersicht über die Umstellung der Normen gibt Tabelle 5.
Europäische Normen und die nationalen Vorgängernormen
| EN | DIN | |
|---|---|---|
| Berechnung Gestaltung | EN 1993-1-8 (vorwiegend ruhende Belastung) EN 1993-1-9 (nicht vorwiegend ruhende Belastung) | DIN 18800-1 |
| Ausführung, Kontrolle | EN 1090-2 | DIN 18800-7 |
| Produkte EN 15048-1 Wahlweise bestehend aus den Komponenten | ISO 4014 (Sechskantschraube mit Schaft) ISO 4017 (Sechskantschraube mit Vollgewinde) ISO 4032 (Sechskantmutter) ISO 7089 (Scheibe) ISO 7090 (Scheibe mit Fase) DIN 7968 (Sechskant-Passschraube in FK 5.6) DIN 7969 (Senkschraube mit Schlitz) DIN 7990 (Sechskantschraube mit Schaft in FK 4.6 und 5.6) | DIN 7968 DIN 7969 DIN 7990 DIN 7999 ISO 4014 ISO 4017 |
| Produkte EN 14399-1 | EN 14399-3 (Sechskantschrauben System HR) EN 14399-4 (Sechskantschrauben System HV) EN 14399-5 (Scheiben für HR und HV) EN 14399-6 (Scheiben für HR und HV) EN 14399-7 (Senkschrauben System HR) EN 14399-8 (Passschrauben System HV) EN 14399-10 (Schrauben System HRC) | DIN 6914 DIN 6915 DIN 6916 |
Löcher für Verbindungsmittel oder Bolzen dürfen durch Bohren, Stanzen, Laser-, Plasma- bzw. thermisches Schneiden hergestellt werden. Ist die Bauteildicke größer als der Durchmesser des Lochs, dann dürfen diese Löcher nicht gestanzt werden. Die Löcher in Bauteilen die zusammengesetzt werden müssen so ausgeführt werden, dass die Verbindungsmittel ohne Behinderung eingesetzt werden können. Kopf- und Mutternauflagefläche müssen rechtwinklig zur Schraubenachse sein. Für die Ausführungsklassen EXC 3 und EXC 4 sowie für Passschrauben gelten zusätzliche Regelungen.
Nennlochspiel bei Schrauben und Bolzen
| Nenndurchmesser der Schraube | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 und größer |
|---|---|---|---|---|---|---|---|---|
| oder des Bolzens (mm) | ||||||||
| Normale runde Löcher a | 1 b, c | 2 | 3 | |||||
| Übergroße runde Löcher | 3 | 4 | 6 | 8 | ||||
| Kurze Langlöcher (in der Länge) d | 4 | 6 | 8 | 10 | ||||
| Lange Langlöcher (in der Länge) d | 1,5 d |
a. Bei Anwendungsfallen, wie z. B. bei Türmen und Masten, muss das Nennlochspiel für normale runde Löcher um 0,5 mm abgemindert werden, sofern nichts anderes festgelegt wird.
b. Bei beschichteten Verbindungsmitteln kann das Nennlochspiel von 1 mm um die Überzugdicke des Verbindungsmittels erhöht werden.
c. Unter Bedingungen nach EN 1993-1-8 dürfen Schrauben mit Nenndurchmessern von 12 und 14 mm oder Senkschrauben auch mit 2 mm Lochspiel eingesetzt werden.
d. Bei Schrauben in Langlochern muss das Nennlochspiel in Querrichtung gleich dem für normale runde Löcher festgelegten Lochspiel beim entsprechenden Durchmesser sein.
Geschraubte Verbindungen stellen eine der klassischen Verbindungsarten, im Stahlbau dar. Für vorwiegend ruhende Belastungen erfolgt die Berechnung und Gestaltung der Verbindungen nach EN 1993-1-8. Bauteile und Verbindungen die unter Ermüdungsbeanspruchung stehen müssen unter Einbeziehung der EN 1993-1-9 und gegebenenfalls unter Einbeziehung weiterer Anwendungsnormen ausgelegt werden. Für die Ausführung und Kontrolle von geschraubten Verbindungen gelten die Regelungen der EN 1090-2.
Schrauben
Der Nenndurchmesser des Verbindungsmittels muss bei Stahlbauverschraubungen mindestens M12 sein. Je nach Anforderung an die Verschraubung kann davon abgewichen werden. Bei dünnwandigen Bauteilen und Profilblechen müssen die Mindestdurchmesser für jedes Verbindungselement individuell festgelegt werden.
Zu beachten ist:
Die Schraubenlänge muss so gewählt werden, dass nach dem Anziehen die folgenden Anforderungen an den Gewindeüberstand des Schraubengewindes über die Mutter und an die Gewindelänge erfüllt sind.
- Für vorgespannte und nicht vorgespannte Garnituren muss die Lange des Gewindeüberstandes mindestens einen Gewindegang betragen, gemessen von der Mutternaußenseite zum Schraubenende.
- Bei nicht vorgespannten Schrauben muss mindestens ein vollständiger Gewindegang (zusätzlich zum Gewindeauslauf) zwischen der Auflagefläche der Mutter und dem gewindefreien Teil des Schraubenschaftes sein.
- Bei vorgespannten Schrauben nach EN 14399-3, EN 14399-7 und EN 14399-10 müssen mindestens vier vollständige Gewindegänge (zusätzlich zum Gewindeauslauf) zwischen der Auflagefläche der Mutter und dem gewindefreien Teil des Schraubenschaftes sein.
Bei vorgespannten Schrauben nach EN 14399-4 und EN 14399-8 müssen die Klemmlängen nach EN 14399-4 Anhang A eigehalten werden.
Muttern
Muttern müssen auf den zugehörigen Schrauben frei drehbar sein. Diese Prüfung kann sehr einfach bei der Montage, von Hand durchgeführt werden. Jede Garnitur, bei der die Mutter nicht frei drehbar ist, muss ausgesondert werden. Erfolgt der Zusammenbau mit maschineller Hilfe, kann eine der beiden folgenden Überprüfungen angewendet werden:
- Bei jedem neuen Muttern- oder Schrauben-Los kann deren Zusammenpassen vor dem Einbau durch Zusammenbau von Hand überprüft werden
- Bei verschraubten Garnituren können vor dem Anziehen Muttern stichprobenartig von Hand nach einem anfänglichen Losdrehen auf freies Drehen überprüft werden.
Zu beachten ist:
Muttern müssen so eingebaut werden, dass deren Kennzeichnung bei der Kontrolle nach dem Zusammenbau sichtbar ist.
Scheiben
Bei der Verwendung von HV-Garnituren müssen Scheiben sowohl unter dem Schraubenkopf als auch unter der Mutter angeordnet werden. Bei SB-Garnituren ist die Verwendung von Scheiben, bei normalen runden Löchern normalerweise, nicht erforderlich. Wenn Scheiben verwendet werden, ist die Scheiben unter dem Element (Schraubenkopf oder Mutter) anzuordnen das gedreht wird.
In einschnittigen Verbindungen mit nur einer Schraubenreihe sind Scheiben sowohl unter dem Schraubenkopf als auch unter der Mutter erforderlich.
Zu beachten ist:
Kopfseitig angeordnete Scheiben bei vorgespannten Schrauben müssen nach EN 14399-6 gefast und mit der Fase zum Schraubenkopf gewandt angeordnet sein. Scheiben nach EN 14399-5 dürfen nur mutterseitig eingesetzt werden.
Bei Anschlüssen mit Langlöchern und übergroßen Löchern müssen Unterlegbleche eingesetzt werden. Ein zusätzliches Unterlegblech oder bis zu drei zusätzliche Scheiben mit einer maximalen Gesamtdicken von 12 mm dürfen angeordnet werden, um die Klemmlange von Garnituren anzupassen. Bei vorgespannten Garnituren, die mit dem Drehmomentverfahren angezogen werden, darf nur ein zusätzliches Unterlegblech auf der Seite, auf der gedreht wird, verwendet werden. Alternativ darf ein zusätzliches Unterlegblech oder zusätzliche Scheiben, auf der Seite, auf der nicht gedreht wird, angeordnet werden. Ansonsten darf/dürfen in vorgespannten und in nicht vorgespannten Garnituren ein zusätzliches Unterlegblech oder zusätzliche Scheiben entweder auf der Seite, auf der gedreht wird, oder auf der Seite, auf der nicht gedreht wird, angeordnet werden.
Abmessungen und Stahlsorten von Unterlegblechen müssen auf die jeweiligen Anwendungsfälle abgestimmt sein. Unterlegbleche dürfen nicht dünner als 4 mm sein.
Keilscheiben müssen eingesetzt werden, wenn die Oberfläche der Konstruktionsmaterialien einen Winkel zur Ebene senkrecht zur Schraubenachse bildet von mehr als:
- 1/20 (3°) bei Schrauben mit d ≤ 20 mm;
- 1/30 (2°) bei Schrauben mit d > 20 mm.´
Die Abmessungen und Werkstoffe von Keilscheiben, müssen den jeweils vorhandenen Bedingungen angepasst werden.
Sicherungselemente
Bei vorgespannten Schraubenverbindungen dürfen keine zusätzlichen Sicherungselemente verwendet werden. Falls eine Sicherung doch notwendig werden sollte, muss über entsprechende Verfahrensprüfungen ermittelt werden, welche Auswirkungen die Verwendung eines solchen Elements auf das Anziehverhalten beziehungsweise auf die Verbindung insgesamt hat.
Bei nicht vorgespannten Verbindungselementen dürfen Sicherungselemente gemäß den Produktnormen ISO 7040, ISO 7042, ISO 7719, ISO 10511, ISO 10512, ISO 10513 verwendet werden. Zu beachten ist hier jedoch auch, dass diese Produkte in Verbindung mit den Schrauben, den Anforderungen der Garnituren-„Schirm-Norm“ EN 15048 unterliegen. Derzeit sind Garnituren mit Sicherungsmuttern nicht marktverfügbar.
Laut DIN EN 1090-2, 8.3 müssen nicht vorgespannte Schrauben mindestens handfest angezogen werden.
Unter dem Begriff „handfest“ kann im Allgemeinen der Zustand verstanden werden, der von einer Person mit einem Schraubenschlüssel normaler Größe ohne Verlängerung erreicht werden kann.
| Richtwerte für "Handfest" - Anziehmomente (unabhängig von der Festigkeitsklasse) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Nenndurchmesser-Schraube | M12 | M16 | M20 | M22 | M24 | M27 | M30 | M36 |
| Anziehmoment (Nm) | 15 | 35 | 60 | 90 | 110 | 165 | 220 | 350 |
Die Werte in vorstehender Tabelle sind so gewählt, dass sie in einer blanken (schwarzen), leicht geölten Schraubengarnitur der Festigkeitsklasse 10.9/10, knapp 10% der Mindestvorspannkraft Fp,C erzeugen. Eine Schraube der Festigkeitsklasse 4.6 wird im Spannungsquerschnitt mit ca. 25 -30% beansprucht. Eine Überbeanspruchung der Schrauben durch handfestes Anziehen ist ausgeschlossen.
Zur Erhöhung der Gebrauchstauglichkeit können für SB-Garnituren der Festigkeitsklasse 8.8/8 die Werte aus nachfolgender Tabelle als Orientierung herangezogen werden. Die Werte gelten für Außensechskantschrauben ISO 4014/ISO4017 und Außensechskantmuttern ISO 4032 in feuerverzinkter und leicht geölter Ausführung. Für andere Kopf- und Mutternformen sowie zusätzlichen Schmierstoffauftrag müssen vom Konstrukteur die Anziehparameter gesondert festgelegt werden.
| Richtwerte für SB- Schraubengarnituren Schraube ISO 4014 und ISO 4017 mit Mutter ISO 4032 | Nenndurchmesser | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| M8 | M10 | M12 | M16 | M20 | M22 | M24 | M27 | M30 | M36 | |
| M für Festigkeitsklasse 8.8 (in Nm) a. | 17 | 36 | 60 | 145 | 285 | 390 | 490 | 710 | 980 | 1690 |
| a. Werte basieren auf Reibwert µGes = 0,09 - 0,14, Montagegenauigkeit 15 %, Ausnutzung der Schrauben max. 90% Dehngrenze |
Zielsetzung des Vorspannens
Zielebene I
Gleitfest vorgespannte Verbindung zur Erhöhung der Tragsicherheit (volle Vorspannkraft).
(Hier müssen die Kontaktflächen entsprechend vorbereitet werden um die erforderliche Haftreibungszahl zu gewährleisten (Siehe EN 1090-2, 8). Es ist die volle Vorspannkraft Fp,C mittels des kombinierten Verfahrens aufzubringen.)
| Volle Vorspannkraft Fp,C [kN] | Kombiniertes Verfahren (Fp,C) | |
|---|---|---|
| Voranziehmoment MA, MKV [Nm] | ||
Oberflächenzustand: feuerverzinkt und geschmiert*) oder wie hergestellt und geschmiert*) | ||
| Schraube | 10.9 | 10.9 |
| M12 | 59 | 69 |
| M16 | 110 | 172 |
| M20 | 172 | 335 |
| M24 | 247 | 578 |
| M27 | 321 | 845 |
| M30 | 393 | 1150 |
| M36 | 572 | 2008 |
| *) Muttern mit Molybdänsulfid oder gleichwertigem Schmierstoff behandelt |
| Klemmlänge Σt | Im Zuge des kombinierten Verfahrens während des zweiten Anziehschrittes aufzubringender Weiterdrehwinkel zum Erreichen der vollen Vorspannkraft Fp,C | |
|---|---|---|
| Winkel in [°] | Drehung | |
| Σt < 2·d | 60 | 1/6 |
| 2·d ≤ Σt < 6·d | 90 | 1/4 |
| 6·d ≤ Σt < 10·d | 120 | 1/3 |
| 10·d < Σt | Keine Empfehlung |
Zielebene II
Vorspannen zur qualitativen Verbesserung der Gebrauchstauglichkeit. Hier genügt die Regelvorspannkraft Fp,C*.
Für vorgespannte Schraubverbindungen sind ausschließlich HV-Garnituren nach EN 14399-1 (Produktnormen Schrauben und Muttern EN14399-4, Scheiben EN14399-6) einzusetzen.
| Regelvorspannkraft Fp,C* [kN] | Drehimpuls- verfahren | Modifiziertes Drehmoment- verfahren | Modifiziertes kombiniertes Verfahren (Fp,C*) | |
|---|---|---|---|---|
| Einzustellende Vorspannkraft Fv,DI [kN] zum Erreichen der Regelvorspannkraft Fp,C* | Aufzubringendes Anziehmoment MA [Nm] zum Erreichen der Regelvorspannkraft Fp,C* | Voranziehmoment MA, MKV [Nm] | ||
| Oberflächenzustand: feuerverzinkt und geschmiert*) oder wie hergestellt und geschmiert*) | ||||
| Schraube | 10.9 | 10.9 | 10.9 | 10.9 |
| M12 | 50 | 60 | 100 | 75 |
| M16 | 100 | 110 | 250 | 19,00 |
| M20 | 160 | 175 | 450 | 340 |
| M24 | 220 | 240 | 800 | 600 |
| M27 | 290 | 300 | 1250 | 940 |
| M30 | 350 | 390 | 1650 | 1240 |
| M36 | 510 | 560 | 2800 | 2100 |
| *) Muttern mit Molybdänsulfid oder gleichwertigem Schmierstoff behandelt |
| Klemmlänge Σt | Im Zuge des modifizierten, kombinierten Verfahrens während des zweiten Anziehschrittes aufzu-bringender Weiterdrehwinkel zum Erreichen der Regelvorspannkraft Fp,C* | |
|---|---|---|
| Winkel in [°] | Drehung | |
| Σt < 2·d | 45 | 1/8 |
| 2·d ≤ Σt < 6·d | 60 | 1/6 |
| 6·d ≤ Σt < 10·d | 90 | 1/6 |
| 10·d < Σt | Keine Empfehlung |
Kontrolle nicht vorgespannter Verbindungen
Alle Verbindungen mit nicht vorgespannten mechanischen Verbindungsmitteln müssen einer Sichtprüfung unterzogen werden, nachdem sie am örtlich ausgerichteten Tragwerk verschraubt wurden.
Verbindungen, bei denen während des Verschraubens festgestellt wird, dass die vorhandene Anzahl der Schrauben unvollständig ist, müssen hinsichtlich ihres Einbaus überprüft werden, nachdem die fehlenden Schrauben eingebaut worden sind.
Abnahmekriterien und Maßnahmen zur Korrektur einer Nichtkonformität müssen EN 1090-2 Kapitel 8.3 und 9.6.5.3 entsprechen.
Ist die Ursache für die Nichtkonformität ein Dickenunterschied in der gleichen Lage, der die in EN 1090-2 Kapitel 8.1 festgelegte Grenzwerte überschreitet, muss die Verbindung erneuert werden. Andere Nichtkonformitäten dürfen, falls möglich, durch Anpassung der örtlichen Bauteilausrichtung korrigiert werden.
Korrigierte Verbindungen müssen nach Wiederherstellung erneut überprüft werden.
Werden bei Verbindungen zwischen nichtrostendem Stahl und anderen Metallen Isolierelemente gefordert, müssen die Anforderungen für die Überprüfung des Einbaus auch festgelegt werden.
Kontrolle vorgespannter Verbindungen
1.) Kontrolle der Reibflächen
Bei Verbindungen mit Reibflächen müssen die Flächen unmittelbar vor dem Zusammenbau einer Sichtprüfung unterzogen werden. Die Abnahmekriterien müssen der EN 1090-2 Kapitel 8.4 entsprechen. Nichtkonformitäten müssen nach EN 1090-2 Kapitel 8.4 korrigiert werden. Werden planmäßig vorgespannte Schrauben bei Verbindungen von nichtrostendem Stahl eingesetzt, müssen die Anforderungen an die Kontrolle und Prüfung festgelegt werden.
2.) Kontrolle vor dem Anziehen
Alle Verbindungen mit vorgespannten mechanischen Verbindungsmitteln müssen vor dem Beginn des Vorspannens einer Sichtprüfung unterzogen werden, nachdem sie am örtlich ausgerichteten Tragwerk verschraubt wurden. Die Abnahmekriterien müssen EN 1090-2 Kapitel 8.5.1 entsprechen.
Ist die Ursache für die Nichtkonformität ein Dickenunterschied in der gleichen Lage, der die in EN 1090-2 Kapitel 8.1 festgelegte Grenzwerte überschreitet, muss die Verbindung erneuert werden. Andere Nichtkonformitäten dürfen, falls möglich, durch Anpassung der örtlichen Bauteilausrichtung korrigiert werden.
Werden gefaste Scheiben eingebaut, dann müssen diese einer Sichtprüfung unterzogen werden, um sicherzustellen, dass der Zusammenbau in Übereinstimmung mit EN 1090-2 Kapitel 8.2.4 und Anhang J ist.
Korrigierte Verbindungen müssen nach Wiederherstellung erneut überprüft werden.
Bei EXC2, EXC3 und EXC4 muss das Anziehverfahren überprüft werden. Erfolgt das Anziehen mittels Drehmomentverfahren oder mittels kombiniertem Vorspannverfahren, muss die Kalibrierbescheinigung für das Anziehgerät zum Nachweis der Genauigkeit nach EN 1090-2 Kapitel 8.5.1 überprüft werden.
3.) Kontrolle während und nach dem Anziehen
Zusätzlich zu den folgenden allgemeinen Kontrollanforderungen, die für alle hier beschriebenen Anziehverfahren gelten, sind besondere Anforderungen in EN 1090-2 Kapitel 12.5.2.4 bis 12.5.2.7 angegeben.
Für die Konstruktionen nach Ausführungsklasse EXC1 sind keine Kontrollen in Bezug auf Schraubverbindungen vorgeschrieben.
Bei Konstruktionen nach EXC2, EXC3 und EXC4 muss die Kontrolle während und nach dem Anziehen folgendermaßen durchgeführt werden:
- a. Die Kontrolle der eingebauten Verbindungsmittel und/oder Einbauverfahren muss in Abhängigkeit vom verwendeten Anziehverfahren erfolgen. Die zu kontrollierenden Stellen müssen nach dem Zufallsprinzip ausgewählt werden. Dabei muss sichergestellt sein, dass die Stichprobe ggf. die folgenden Parameter erfasst: Anschlussart, Schraubengruppe, Los, Art und Größe der Verbindungsmittel, verwendete Ausrüstung und die Arbeitskräfte;
- b. zu Kontrollzwecken werden Schraubengarnituren mit gleicher Herkunft, Größe und Festigkeitsklasse in ähnlichen Verbindungen (Verbindungstypen) zu einer Schraubengruppe zusammengefasst. Eine große Schraubengruppe kann zu Kontrollzwecken in mehrere Untergruppen unterteilt werden;
- c. die Gesamtanzahl der in einem Tragwerk kontrollierten Garnituren muss wie folgt sein: EXC2: 5 % beim zweiten Anziehschritt beim Drehmomentverfahren oder beim kombinierten Vorspannverfahren und für das DTI-Verfahren; EXC3 und EXC4: 5 % beim ersten Anziehschritt und 10 % beim zweiten Anziehschritt beim kombinierten Verfahren; 10 % beim zweiten Anziehschritt beim Drehmomentverfahren und beim DTI-Verfahren;
- d. sofern nichts anderes festgelegt wird, muss die Kontrolle mit Hilfe eines sequentiellen Stichprobenplans nach EN 1090-2 Anhang M für eine ausreichende Anzahl an Garnituren durchgeführt werden, bis hinsichtlich der entsprechenden Prüfkriterien entweder die Annahme- oder die Rückweisungsbedingungen (es sei denn, es wurden sämtliche Garnituren geprüft) für den maßgebenden sequentiellen Typ erfüllt sind.Die sequentiellen Typen müssen folgendermaßen sein: EXC2 und EXC3: sequentieller Typ A EXC4: sequentieller Typ B
- e. der erste Anziehschritt muss durch Sichtprüfung der Verbindungen überprüft werden, um sicherzustellen, dass diese vollständig zusammengezogen sind
- f. bei der Kontrolle des abschließenden Anziehens ist die gleiche Garnitur für die Überprüfung zu verwenden, sowohl in Bezug auf zu geringes Anziehen und, falls erforderlich, auf Überanziehen
- g. bei der Kontrolle des ersten Anziehschritts ist nur das Merkmal des zu geringen Anziehens zu überprüfen
- h. die Kriterien, die die Nichtkonformität einer Garnitur und die Anforderungen für Korrekturmaßnahmen definieren, sind für jedes Anziehverfahren im Folgenden festgelegt
- i. ergibt die Kontrolle eine „Rückweisung“, müssen alle Garnituren in der Schrauben-Untergruppe überprüft werden, und Korrekturmaßnahmen müssen erfolgen. Falls das Kontrollergebnis bei Anwendung des sequentiellen Typs A negativ ist, kann die Kontrolle auf den sequentiellen Typ B erweitert werden
- j. nach der Fertigstellung ist eine neue Kontrolle erforderlich.
Werden Verbindungsmittel nicht entsprechend den festgelegten Verfahren eingesetzt, müssen das Entfernen und der erneute Einbau der gesamten Schraubengruppe beaufsichtigt werden.
Drehmomentverfahren
Die Kontrolle einer Garnitur muss nach Tabelle 12 durch Aufbringen eines Drehmomentes auf die Mutter (oder auf den Schraubenkopf, falls festgelegt) mit Hilfe eines kalibrierten Anziehgerätes durchgeführt werden. Ziel ist die Überprüfung, dass das erforderliche Anziehmoment zum Einleiten des Weiterdrehens mindestens dem 1,05fachen Referenz-Drehmoment" Mr,i (d. h. Mr,2 oder Mr,test) entspricht. Auf ein möglichst geringes Weiterdrehen ist dabei zu achten. Es gelten die folgenden Bedingungen:
- Das bei den Kontrollen eingesetzte Anziehgerät muss geeignet kalibriert sein und eine Genauigkeit von +/- 4 % aufweisen
- die Kontrolle muss innerhalb von 12 Stunden bis 72 Stunden nach endgültiger Beendigung des Anziehens in der betreffenden Schrauben-Untergruppe durchgeführt werden.
Zu beachten ist:
- Falls die zu kontrollierenden Garnituren aus unterschiedlichen Garniturenlosen bestehen und die Kontrollanziehmomente verschieden sind, sollten die Einbauorte jedes Garniturenloses festgehalten werden.
- Sind die Kontaktflächen mit einer Schutzschicht versehen, insbesondere bei einem Anstrich, kann der Vorspannkraftverlust so erheblich sein, dass das Erfüllen der festgelegten Abnahmekriterien nicht möglich ist. Besondere Kontrollmaßnahmen, wie z. B. eine kontinuierliche Beaufsichtigung des Anziehens können unter diesen Umständen notwendig werden.
Ist das Ergebnis „Rückweisung“, muss die Genauigkeit des eingesetzten Anziehgerätes überprüft werden.
Kontrolle des Anziehens mit dem Drehmomentverfahren
| Ausführungsklasse | Während des Anziehens | Nach den Anziehen |
|---|---|---|
| EXC2 | Identifizierung der Einbauorte verschiedener Garniturenlose | Kontrolle des zweiten Anziehschrittes |
| EXC3 und EXC4 | Identifizierung der Einbauorte verschiedener Garniturenlose, Überprüfung des Anziehverfahrens für jede Schraubengruppe | Kontrolle des zweiten Anziehschrittes |
ANMERKUNG Zur Definition eines Garniturenloses siehe EN 14399-1.
Eine Garnitur, bei der sich die Mutter beim Aufbringen des Kontrollanziehmoments um mehr als 15° weiterdreht, wird als nicht vollständig vorgespannt bewertet und muss erneut mit 100 % des geforderten Anziehmomentes angezogen werden.
Kombiniertes Vorspannverfahren
Bei EXC3 und EXC4 muss der erste Anziehschritt vor dem Markieren unter Verwendung der gleichen Anziehbedingungen wie zum Erreichen des 75 %-Zustandes überprüft werden. Eine Schraube, die sich beim Aufbringen des Kontrollanziehmoments um mehr als 15° weiterdreht, wird als fehlerhaft bewertet und muss erneut angezogen werden.
Sind die Verbindungen nicht, wie in EN 1090-2 Kapitel 8.3 und 8.5.1 gefordert, vollständig zusammengezogen, muss die Kalibrierung der Anziehgeräte in Verbindung mit den aufgebrachten Kräften durch ergänzende Prüfungen überwacht werden, um die korrekte Voranziehkraft zu erzielen. Falls erforderlich, muss der erste Anziehschritt mit dem korrigierten Anziehmoment wiederholt werden.
Wird dann noch immer kein vollständiges Anliegen erreicht, müssen die Dicke und Klaffung der zusammengezogenen Verbindungen kontrolliert und angepasst werden.
Vor Beginn des zweiten Anziehschritts müssen die Markierungen aller Muttern relativ zu den Schraubengewinden einer Sichtprüfung unterzogen werden. Fehlende Markierungen sind zu ergänzen.
Nach dem zweiten Anziehschritt müssen die Markierungen anhand der folgenden Anforderungen kontrolliert werden:
- a. ist der Drehwinkel um mehr als 15° kleiner als der festgelegte Wert, muss der Drehwinkel korrigiert werden;
- b. ist der Drehwinkel um mehr als 30° über dem festgelegten Wert, oder tritt Schrauben- oder Mutternversagen auf, muss die Garnitur durch eine neue ersetzt werden.
- Die Verwendung von Schrauben der Festigkeitsklassen 4.8, 5.8 und 6.8 ist in Deutschland nicht erlaubt.
- Es dürfen nur Garnituren eines Herstellers verwendet werden.
Allgemeine bauaufsichtliche Zulassung
Die allgemeine bauaufsichtliche Zulassung wird vom Deutschen Institut für Bautechnik (DIBt) auf Antrag des Herstellers oder Anbieters für Bauprodukte oder Bauarten erteilt. Zur Beurteilung sind dem zuständigen Sachverständigenausschuss (SVA) des DIBt i.d.R. sowohl experimentelle Untersuchungen als auch eine gutachterliche Stellungnahme vorzulegen, aus denen die Tauglichkeit des Produktes für den gewählten Anwendungsbereich zweifelsfrei hervorgeht
Allgemeine bauaufsichtliche Zulassung
Die allgemeine bauaufsichtliche Zulassung wird vom Deutschen Institut für Bautechnik (DIBt) auf Antrag des Herstellers oder Anbieters für Bauprodukte oder Bauarten erteilt. Zur Beurteilung sind dem zuständigen Sachverständigenausschuss (SVA) des DIBt i.d.R. sowohl experimentelle Untersuchungen als auch eine gutachterliche Stellungnahme vorzulegen, aus denen die Tauglichkeit des Produktes für den gewählten Anwendungsbereich zweifelsfrei hervorgeht
Bauproduktenverordnung (BauPVo)
Die Bauproduktenverordnung ist als Nachfolgeregelung der Bauproduktenrichtlinie am 01.07. 2013 in Kraft getreten. Die Bauproduktenverordnung ermöglicht den freien Warenverkehr von Bauprodukten in der EU, die einer europäischen harmonisierten Norm oder ETA entsprechen. Diese Verordnung gilt dann direkt und muss nicht mehr in nationale Gesetze umgesetzt werden.
CE-Kennzeichnung
Bauprodukte dürfen CE gekennzeichnet werden wenn sie einer harmonisierten europäischen Norm, einer ETAG-Leitlinie oder neu einer europäisch technischen Bewertung entsprechen. Für diese Produkte muss auch eine Leistungserklärung erstellt werden. CE gekennzeichnete Produkte dürfen innerhalb des europäischen Wirtschaftsraums in Verkehr gebracht werden.
Als harmonisierte technische Spezifikationen (hTS) gelten:
- Harmonisierte Europäische Normen, wie zum Beispiel die DIN EN 14399 („HV- Schrauben“), die auf der Basis eines Mandates der Kommission vom CEN/CENELEC erarbeitet und im Amtsblatt der EU bekannt gemacht wurden bzw. werden,
- Europäische technische Zulassungen, wie zum Beispiel die ETA – 10/0184 („Befestigungsschrauben Zebra Pias, Zebra piasta, FABA), erteilt von einer notifizierten Zulassungsstellen (in Deutschland das DIBt Deutsches Institut für Bautechnik in Berlin) auf der Basis von Zulassungsleitlinien (ETAG –European Technical Approval Guideline) oder des festgelegten Annahmeverfahrens (CUAP – Common Understanding Acceptance Procedure);
Die Zulassungsleitlinien wurden und werden von der EOTA (European Organisation for Technical Approval –Europäische Organisation der Zulassungsstellen) auf der Grundlage von Mandaten der Kommission erarbeitet.
Das bedeutet, dass für Bauprodukte die CE-Kennzeichnung erst möglich ist, wenn entsprechende harmonisierte Normen bekannt gemacht oder europäische technische Zulassungen erteilt worden sind!
(Quelle: Merkblatt zur EU-Richtlinie 89/106/EWG, Bayerisches Staatsministerium für Wirtschaft, Infrastruktur, Verkehr und Technologie)
ETA
European Technical Approval - Europäische Technische Zulassung.
EOTA
European Organisation for Technical Approval – Europäische Organisation der Zulassungsstellen
Garnitur
Besteht aus zusammengehörender Schraube und Mutter eines Herstellers. Im System HV zusätzlich mindestens 2 Scheiben mit gleicher Beschichtung.
Harmonisierte Normen
Werden auf Grund eines Normungsauftrags (Mandat) der Europäischen Kommission vom Europäischen Komitee für Normung (CEN) erarbeitet worden.
HV
Bezeichnung des Vorspannsystems nach DIN EN 14399 – 4 => Planmäßig vorspannbare Schrauben
SB
Structural Bolting => zusätzliche Kennbuchstaben für Garnituren für nicht planmäßig vorgespannte Schraubenverbindungen für den Metallbau (DIN EN 15048-1).
ÜH – siehe Bauregelliste
Übereinstimmungserklärung des Herstellers.
ÜHP – siehe Bauregelliste
Übereinstimmungserklärung des Herstellers nach vorheriger Prüfung des Bauprodukts durch eine anerkannte Prüfstelle.
ÜZ (auch als Ü-Zeichen bekannt) – siehe Bauregelliste
Übereinstimmungszertifikat durch eine anerkannte Zertifizierungsstelle.
Werkseigene Produktionskontrolle (WPK)
Eigenüberwachung des Herstellers eines Bauproduktes und Voraussetzung für die Befähigung des Schraubenherstellers zur CE-Kennzeichnung seiner Produkte. Die externe Überwachung und Zertifizierung des Herstellers erfolgt über eine „notifizierte“ Stelle.
Z – siehe Bauregelliste
Allgemeine bauaufsichtliche Zulassung
Regelt die Einsatzmöglichkeiten von Bauprodukten, etc. Die Bestätigung erfolgt nach bundeseinheitlicher Regelung durch das Deutsche Institut für Bautechnik (DIBt) in Berlin
Grenzzustand der Tragfähigkeit
beinhalten alle Grenzzustände, die die Sicherheit von Personen und/oder die Sicherheit des Tragewerks betreffen. Beispielsweise den Verlust der Lagesicherheit des betrachteten Tragewerks oder eines seiner Teile. Ein Versagen durch übermäßige Verformungen. Einem Bruchzustand oder eine instabile Lage oder ein Versagen des Tragwerks oder eines seiner Teile durch Ermüdung
Grenzzustand der Gebrauchstauglichkeit
beinhalten die Grenzzustände, die die Funktion des Tragwerks oder eines seiner Teile unter normalen Gebrauchsbedingungen, das Wohlbefinden der Nutzer oder das Erscheinungsbild des Bauwerks betreffen. Grenzzustande der Gebrauchstauglichkeit beinhalten die Begrenzung von Verformungen, Verschiebungen oder Schwingungen.
Leistungserklärung
Gemäß europäischer Bauproduktenverordnung (BauPVO) müssen Bauprodukten die einer harmonisierten Norm unterliegen oder für die eine ETA-Zulassung ausgestellt wurde eine Leistungserklärung ausgestellt werden.
Die Leistungserklärung ersetzt die CE-Konformitätserklärung nach alter Bauproduktenrichtlinie.
Nach Register EN 1090 zertifizierte Metallbauunternehmen
Hier finden Sie zertifizierte Metallbauunternehmen in Ihrer NäheDie Adolf Würth GmbH & Co. KG erhebt und verarbeitet die in dem Formular angegebenen personenbezogenen Daten, um für Sie die gewünschte Anfrage zu bearbeiten. Bitte beachten Sie bei den Formularen die Markierung der Pflichtfelder. Rechtsgrundlage für diese Verarbeitung, der zwingend erforderlichen Daten, ist Art. 6 Abs. 1 lit. b DSGVO, Durchführung einer vorvertraglichen Maßnahme. Die Verarbeitung der von Ihnen freiwillig mitgeteilten Daten erfolgt auf der Grundlage von Art. 6 Abs. 1 lit. f DSGVO. Danach ist eine Verarbeitung zulässig, die zur Wahrung der unserer berechtigten Interessen erforderlich ist. Unser berechtigtes Interesse besteht darin, mit Ihnen, unseren Kunden, Kontakt zu haben, unsere Beratungsqualität zu verbessern und Sie bei möglichen Rückfragen einfacher kontaktieren zu können. Die erhobenen Daten werden von uns nur solange gespeichert, wie es für die Bearbeitung Ihrer Anfrage sowie zur Kontaktaufnahme mit Ihnen erforderlich ist. Danach werden sie gelöscht.
Ergänzende Datenschutzhinweise, insbesondere zu Ihren Rechten auf Auskunft, Berichtigung, Löschung, Einschränkung der Verarbeitung, Widerspruch und Beschwerde, finden Sie in unserer Datenschutzerklärung.